Project Description
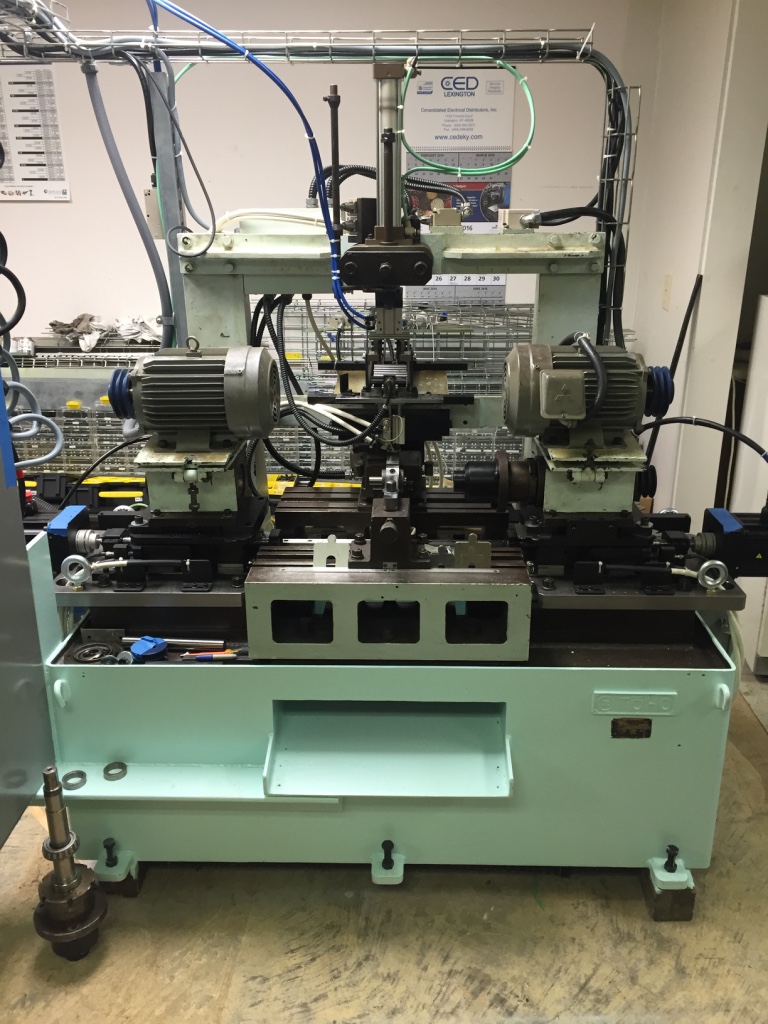
Customer had a long-term mothballed tube machining center built in 1971. It featured hydraulic cylinder hard stop positioned form tools for machining the ends of small diameter tubes used in the automotive manufacturing supply chain. At some point a small PLC had been added to control the load, clamp and unload sequence. Customer wanted to update the controls and motion aspects of the machine and reuse the machining spindles, spindle drive motors, machine base, part load, unload and clamping for machining.
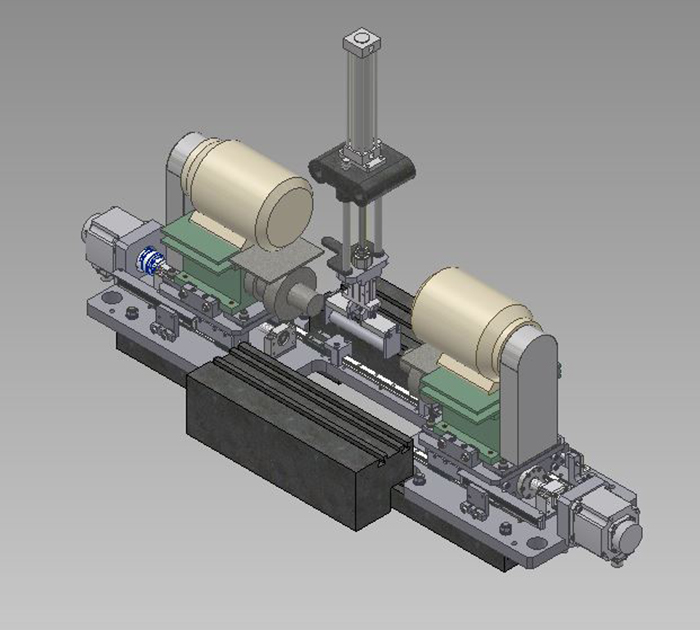
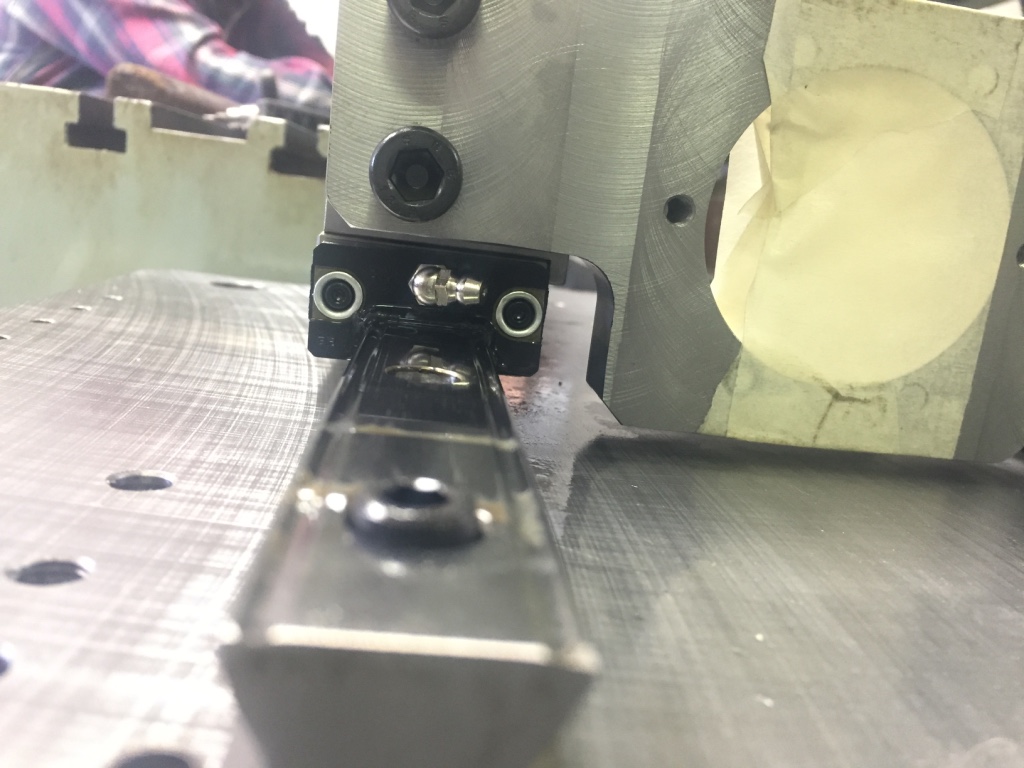
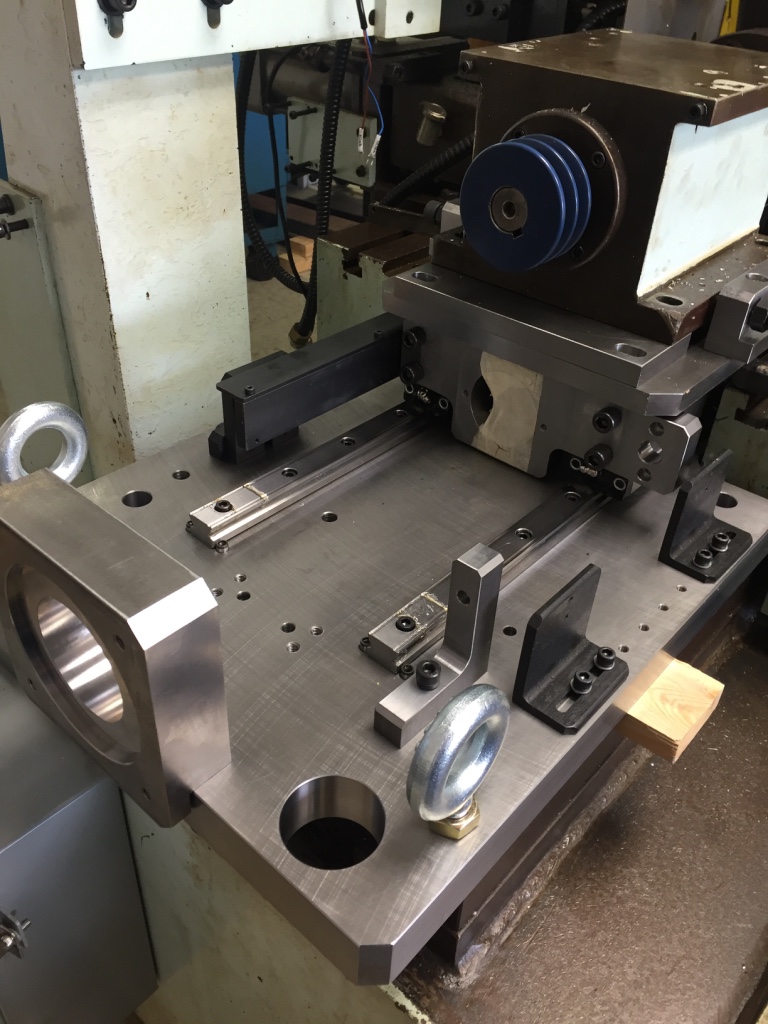
The finished part is electro-arc welded with a mating part requiring tube ends with a form cut being concentric and of correct profile. CAI took on the project and stripped the machine to the basic casting. Then designed a new ball screw driving slide system using bearing blocks and rails. Selected ball screw was precision ground with a zero-backlash ball nut with pre-load. Ball screw was directly coupled to a Mitsubishi MRJ3 servo motor with a high-resolution encoder. Alignment of the opposite facing spindles where addressed by a common linear bearing rail for both sides. Linear bearing rails where supported by a 50mm thick, precision ground flat steel plate. The supporting plate was machined on a large vertical machining center, eliminating double setups and introduced tolerance errors. After storage in unknown conditions, the spindle bearings were replaced and repacked with new grease. New drive belts between spindle motor and spindle shaft installed.
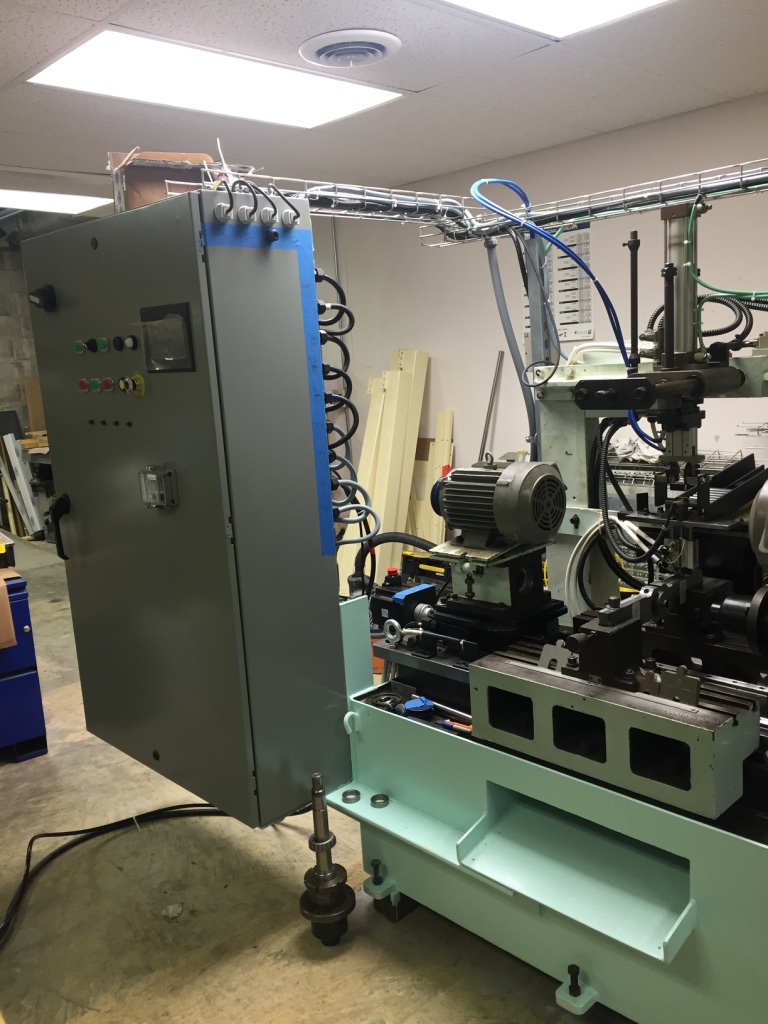
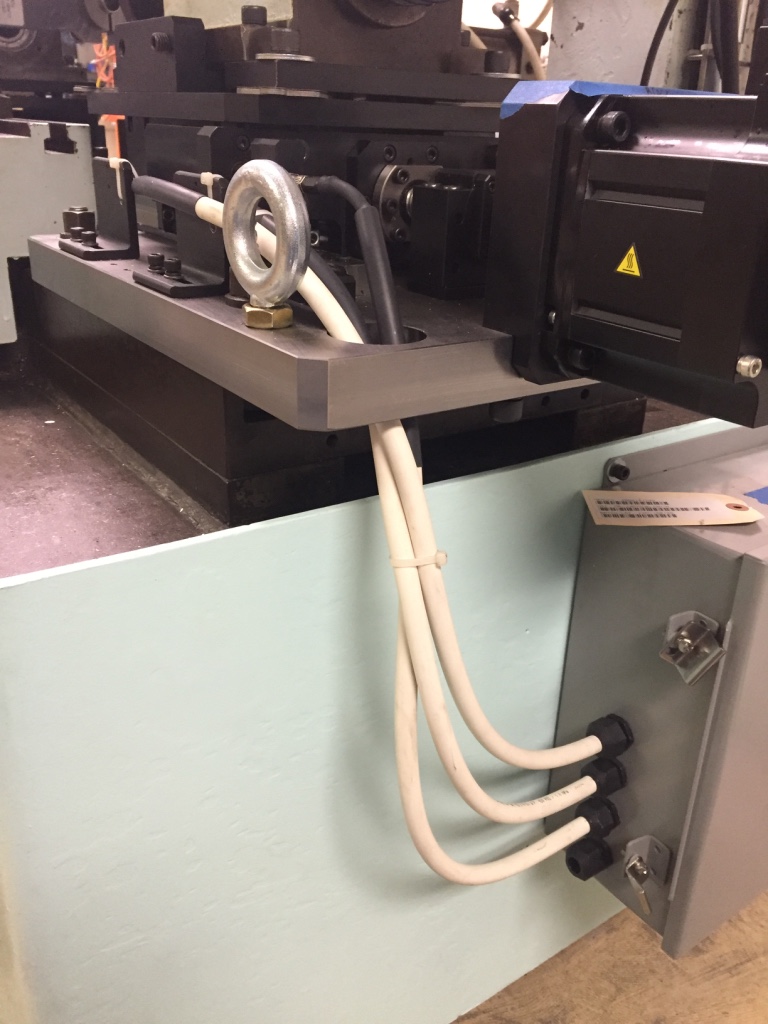
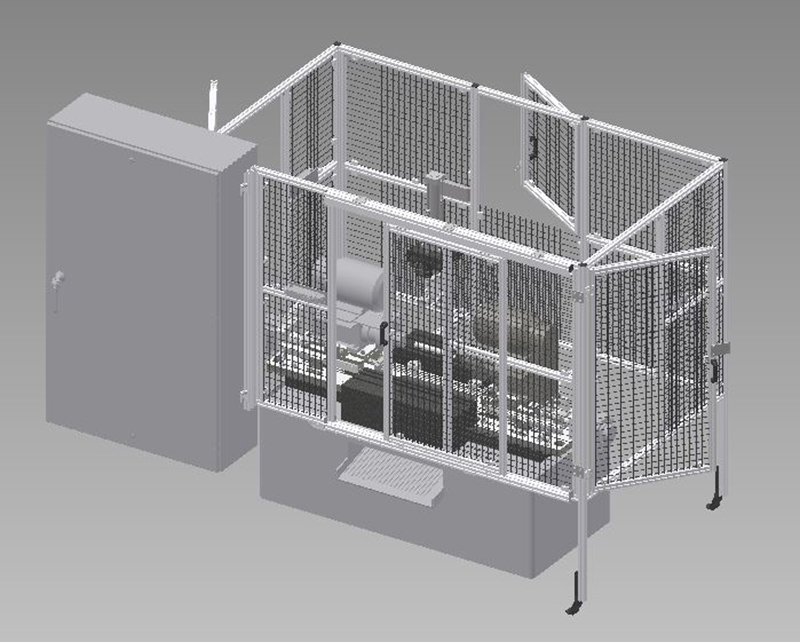
New Machine guarding was implemented after a risk and hazard assessment. Control panel was mounted directly to the machine base, thus simplifying the wiring and future movements of the machine. This customer has 7 or 8 similar part processing / machining lines and often moves discrete machines between lines as production needs change.
PLC memory setup so user could keep machining process data stored for 20-part numbers. Each spindle head has a multi-insert form tool that cut a “V” profile with flat on both ends of tube. For each part machined the user must enter the following data:
- Retract Clear / Process Start Position
- Rapid forward position (location and feed/speed rate)
- Final machine to position with machining feed rate and spindle rpm
- Option to enable a peck cycle subroutine to break removed metal chips
- Dwell time at depth
Allocated hardwired relay interlocks with upstream and downstream machines to control the flow of parts into and out of the ToHo machining center.
This application could have been done using a CNC controller with M & G code programing if end user wanted such a platform. This customer preferred a PLC motion programming method for this double sided, single axis per side machine.
Photo Gallery